Gyárlátogatás az Internorm műanyag ablak és hőszigetelő üveg gyárában
Az Internorm Európa vezető ablakgyártója, és a passzívházakhoz elengedhetetlen minőségi nyílászárók egyik legnagyobb fejlesztője, készítője is. Abban a szerencsés helyzetben volt részem, hogy személyesen vehettem részt két gyárlátogatáson, és így első kézből szerezhettem információkat az előállítás folyamatáról, és a legújabb fejlesztésekről. Az itt tapasztaltakat most ebben a sorozatban osztom meg.
Első körben a fa nyílászárókat készítő Lannach-i gyárat kerestük fel, majd ezt követően látogattunk el a felső ausztriai Sarleinsbach-ba,
fotó: internorm.hu
ahol az Internorm, és egyben Európa legmodernebb ablakgyárát tekinthettük meg. A 2 fő gyártószintes csarnokrendszerben a műanyag ablakok összeszerelésén kívül, az ablakrendszerhez szükséges profilok és a hőszigetelő üvegtáblák gyártási folyamata is megtalálható.
Először a műanyag profilok előállításának menetével ismerkedhettünk meg. A munkafolyamat teljesen gépesített. Silókban tárolt alapanyag granulátum és egyéb adalékok speciális összedolgozásával állítják elő azt a műanyag keveréket, amiből utána a profilozó gépsor folyamatos hűtés mellett történő húzással és sorjázással készíti el a profilokat, melyeket végül 6 méteres szálakra szabnak.

a gyártó csarnok összképe - egymás mellett sorakoznak a gépsorok, mindegyiken eltérő profil készül,
a kép jobb szélén a silókból érkező alapanyag csőkígyója, mí
g bal oldalon a sor végén a kész profil
fotó: internorm.hu
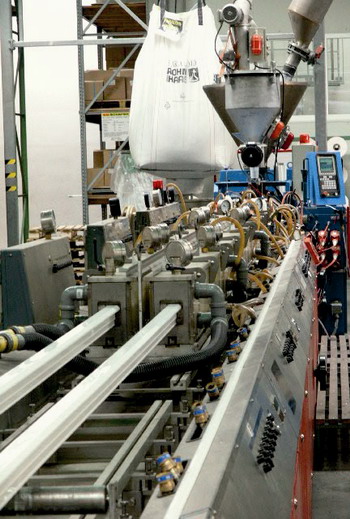 a gépsor nézete szemből és a végén a távozó termék - fotó: emap.com
a gépsor nézete szemből és a végén a távozó termék - fotó: emap.com
Ezt követően kerül sor a legyártott profilok betárolására egy több szintes, gépesített ’tömör’ raktárba. Innen már a konkrét, egyedi megrendelés alapján kerülnek az elemek a következő gépsorra, ahol is megtörténik a profilok konkrét igényekre optimalizált méretre vágása, furatozása, és egyéb előkészítése.
A gyártási sor további fázisában a legyártott elemek (a keretek egy-egy oldalai) robotizált szortírozása történik, ahol már az azonos kerethez tartozó elemek egy csoportba kerülnek. A keretek 4 oldalának egyidejű összehegesztése (és derékszögelése), a hegesztési varratok lemarása, vasalatok felszerelése a következő gyártósor feladata.
Ezt követő munkafázis az üvegek szárnyakba történő beépítése. Az Internorm által kifejlesztett és a műanyag nyílászáróknál alkalmazott u.n. fix-o-round beépítés lényege, hogy a rendkívüli merevséggel rendelkező kész üvegtáblák megszakításmentesen kerülnek beragasztásra a szárnyba, minek hatására a szerkezet stabilitása külön merevítés nélkül is megnő.
Ennél a munkafázisnál volt a legszembetűnőbb, hogy a teljes gyártási spektrum mindig konkrét megrendelés alapján készül, és így a szalagon egymást követő nyílások gyakorlatilag mind eltérőek. Komoly logisztikai kihívás, hogy az összeépítés pontjára egy időben érkezzenek az azonos nyílászáróhoz tartozó tok, szárny és üvegtábla elemek. A gyártási sorrend központilag optimalizált, a nyílászárók legyártásának menete a logisztikai elveket követi. A nyílászárók legyártási sorrendjét a megrendelés és a szállítás igényei alapján állítják össze oly módon, hogy mindig először az adott konténer legmélyére kerülő egység kerül legyártásra. Ezáltal megspórolhatóak a szállítás során a plusz pakolások. A megtekintett gyár gyártási kapacitása kb. 40 kamion konténer/nap.
Az egyedi (pl. íves) elemek és egyéb extra kiegészítők (beépített árnyékoló, szellőző, stb.) a teljesen gépesített szalagtól külön, egyedileg készülnek.
A Sarleinsbachi látogatás másik érdekes momentuma a hőszigetelő üveggyártás megtekintése volt. A gyárba készen érkeznek a 6 méteres síküveg táblák. Ezek méretre vágása
az üveg vágó gyártósor - fotó: internorm.hu
a vágási élek sorjátlanítása, csiszolása, tisztítása után kerül sor az üveghibák led alapú szkenneres, számítógépes valamint a - gépi adatok alapján a - szemrevételezéses ellenőrzésre.
üvegtáblák ellenőrzése - fotó: uniquelights.at
Miközben az üveglapok összeépítés előtti betárolása történik, elkészül az adott hőszigetelő üvegszerkezethez tartozó távtartó-profilok lehajtása, és végtelenítése. A távtartók sarokillesztés-mentesen, jellemzően 1 darabból készülnek, ezzel is javítva a hőszigetelés értékét.
Az üveglapok összeépítése és a hézagok gázzal való feltöltése speciális gázkamrában történik. Nem utólag töltik be az üveg rétegek közé a gázt, majd tömítik a betöltőnyílás hézagját, hanem gázzal telített térben szerelik össze az üvegrétegeket.
távtartó keret behelyezése és a gáz betöltését végző kamra - forrás: glassonweb.com és internorm.hu
Ez a technológia is szerepet játszik abban, hogy a gyár 10 éves garanciát vállal az üvegtáblák közötti gáztöltöttség szintjére.
Ha tetszett a bejegyzés csatlakozz a Facebook csoportunkhoz!
Még több energia, még több tudatosság, még több építészet!